Изготовление РВД на заказ в Рязани

Сборка, установка и ревизия рукавов высокого давления (РВД)
Обжимные муфты и шланги одного изготовителя обеспечивают высокое качество соединения РВД, дающее максимальную производительность. Но дополнительные тестирования сопряжения деталей и арматуры позволяют комбинировать фитинги и муфты разных производителей. Воспользуйтесь некоторыми советами, направленными на правильный подбор обжима РВД.
Подбор шланга для изготовления РВД
Прежде чем выбирать фитинги, необходимо правильно определить вид шланга, его размеры и форму, маркировку, чтобы в дальнейшем произвести качественное сопряжение гидравлического шланга. Все данные по этому вопросу размещены на странице Правила выбор и установка рукавов высокого давления.
Выбор фитингов для РВД
Уровень соединения порта со шлангом напрямую зависит от производителя элементов сопряжения и габаритных размеров самого порта. Согласно международным стандартам, регламентирующих рационализацию типов сопряжения, наблюдается множество альтернативных соединений систем фитингов, но с практической точки зрения зачастую используется национальные стандарты, основанные на рыночном спектре производителей и с учетом индивидуальных особенностей рабочей области.
Рассмотрим актуальные и высокопроизводительные системы сопряжения фитингов:
- - Северная Америка(SAE);
- - Япония (JIS);
- - Германия (DIN);
- - Франция (GAS);
- - Великобритания (BSP).


Высокая производительность РВД достигается эффективной работой без утечек, а для того, чтобы получить такой результат эксплуатации, необходимо уделить особое пристальное внимание типу резьбового соединения и уплотнения, а также модель фитинга. В стандартных случаях сопряжение производится исходя из внешнего вида элементов, однако это не всегда дает благоприятные результаты. В нашем сайте на странице Идентификация типа фитинга представлены факторы подбора типа резьбы для ее идентификации с уплотнением.
РВД по госту
Если строго следовать условиям и требованиям стандартизации, то ни в коем случае нельзя комбинировать детали сопряжения одного производителя с элементами РВД другого производителя. Для облегчения процесса подбора типа шланга и фитингового соединения можно воспользоваться профессиональным каталогом сопряжения арматуры и шлангов. Помимо этого, существуют таблицы обжима РВД, которые предоставляют производители арматуры.
В них включены правила подбора типа пресс-втулки и фитинга, их соразмерность и точное комбинирование. На нашем сайте размещены некоторые таблицы от производителей, которыми вы можете руководствоваться при изготовлении РВД.
Типы фитингов для шлангов РВД
Соединение с наруж. и внутр. резьбой

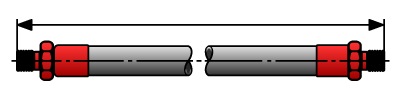
Двухсторонние соединение с наружной резьбой
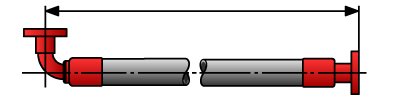
Соединение 90 градусов и прямое

Двухсторонние угловое соединение 90 градусов
Двухсторонние прямое соединение

Соединение банжо

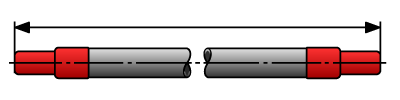
Двухсторонние соединение для наращивания труб
Соединение 90 градусов и прямое
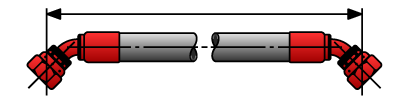
Угловые соединения 90 и 45 градусов

Двухсторонние угловое соединение 90 градусов

Длина шланга напрямую зависит от типа фитинга:

«L3» - это обозначение удлинения готового РВД, которое позволяет выяснить какой длины должен быть отрез шланга.
Lh=L-C1-C2-C3
, где
Lh – длина отреза шланга;
L – длина РВД в сборе по каталогу;
C1 – длина плеча фитинга 1;
C2 – длина плеча фитинга 2;
C3 – удлинение, которое образуется при обжиме втулок.
Длина шланга в сборе, мм | Отклонение длины в мм для размеров РВД | |
До 25 мм | Свыше 25 мм | |
До 630 | +7 -3 | +12 -4 |
Свыше 630 до 1250 | +12 -6 | +20 -6 |
Свыше 1250 до 2500 | +20 -6 | +25 -6 |
Свыше 2500 до 8000 | +1,5 % -0,5 % | |
Свыше 8000 | +3 -1 % | |


Отрезание необходимой длины шланга
Распространенным методом хранения шлангов служат бухты, которые можно легко размотать при помощи стоек, обладающих корзинами вращающего принципа функционирования. Лучше всего использовать стойки марки CR-6, CR-7, CR-Hydro OY, которые обеспечивают максимальную экономию пространства за счет того, что корзины размещены друг над другом. А это, в свою очередь, позволяет работать одновременно с несколькими шлангами разной длины, находясь при этом на достаточно близком расстоянии.
Чтобы произвести отрезание шланга гидравлического рекомендуется применять отрезные станки модели СМ-70, СМ-100, оснащенные лезвием ротационного типа, которое может быть зубчатым или гладким.
Для правильного отрезания длины шланга необходимо уделить внимание трем аспектам:
- - шланг не должен быть оборванным, его край должен быть ровным;
- - по всей длине шланга не наблюдаются проржавевшие оплетки;
- - внутренняя трубка цельная, без каких-либо повреждений.
Полноценная герметичность фитингового соединения будет обеспечена только в том случае, если срез шланга будет строго перпендикулярным оси шланга.
Отрезание шланга сопровождается местным нагревом металлических оплеток, в результате этого процесса во внутренней области шланга образуется резиновая пыль, которую необходимо утилизировать. Отрезание производится острым лезвием, в противном случае местный нагрев будет увеличиваться, что грозит образованием некачественного среза.
Запрещается использовать в процессе отрезания шланга абразивные круги, образующие в процессе эксплуатации пыль и абразивные элементы, которые могут залететь в шланг и деформировать его целостность.
Заказать изготовление шланга РВД
Зачистка наружного и внутреннего слоя резины на шланге
Аналогично другим видам шлангов, 3-х, 4-х, 6-ти навивочные шланги подлежат предварительной зачистке внешней и внутренней области от грязи, пылевидных фракций, чтобы сопряжение фитинга было максимально герметичным. Данное требование указано в Таблицах обжима РВД. Существует система No skive, исключающая необходимость предварительной зачистки, она заключается в особой структуре втулки таких серий как Parker и Tieffe.
Как правило, зачистка РВД производится ручными приборами, но вы также можете воспользоваться окорочным станком HS-50, чтобы узнать на какую длину шланга производится зачистка, обратитесь к Таблице отжима. Границей зачистки являются металлические оплетки, которые вы ни в коем случае не должны касаться рабочим органом станка.
Если вам необходимо установить фитинги, имеющий двойной замок, навивочный шланг подлежит полной зачистке, включая внутреннюю область резинового покрытия. Процесс осуществляется инструментом станка HS-50, в соответствии с параметрами длины, указанной в Талице отжима. Степень вращения ножа и его направление нужно постоянно контролировать, иначе произойдет деформация металлического корда, обеспечивающего максимальное сопряжение. Направление рабочего органа станка меняется в зависимости от области зачистки (внутренней и внешней).
Чтобы избежать так называемого «закусывания шланга», рекомендуется медленно менять направление и постепенно регулировать процесс работы ножа HS-50. Конкретной стабильностью не обладают шланги из Юго-Восточной Азии, и процесс зачистки в данном случае должен быть особенно аккуратным и бдительным. Это объясняется тем, что нарезание шланга происходит из одной бухты и закусывание шланга может случиться гораздо чаще, чем в других видах шланг.
При зачистке внешней и внутренней области шланга исключить применение абразивных и зубчатых инструментов, которые могут повредить РВД. После зачистке аккуратно прочистите шланг от пылевидных фракций, резиновых образований и грязи.
Длину зачистки шланга нужно выбирать в соответствии с общепринятыми стандартами, в противном случае РВД быстро выйдет из строя и станет непригодным для эксплуатации:
- при чрезмерной длине зачистки шланга деформируются металлические оплетки, причиной чего служит воздействие окружающей среды;
- при недостаточной длине зачистки возникает риск вырывания фитинга из резьбового соединения и плохого сопряжения пресс-втулки с фитингом.
Установка обжимных втулок на шланг
Если вы используете шланг типа No Skive, который по своей структуре не нуждается в зачистке резьбового соединения, пресс-втулка вкручивается до упорного буртика. В шлангах типа Skive границей установки пресс-втулки является замок фитинга, при этом расстояние между втулкой и замком, должно быть равным ширине замка. При правильном подборе составляющих элементов РВД, соответствующем принятым стандартам и нормам, установка всех деталей не потребует больших усилий.
Существуют РВД соответствующие ГОСТ стандартам, которые в отличие от РВД марки DIN по своей структуре имеют большой наружный диаметр. Если вы занимаетесь установкой такого РВД, то постарайтесь исключить вкручивание пресс-втулки производства DIN. В крайнем случае можно осуществить небольшую зачистку внешней области так, чтобы втулка DIN была надежно прикреплена к шлангу.
Установка фитингов
Уснавливаем фитинги в шланг РВД под внимательным контролем, а так же установка требует максимальной аккуратности.
Основным требованием при установке фитинга является то, чтобы замок фитинга полностью был соразмерен с замком пресс-втулки, за счет чего обеспечивается герметичность соединения.
Фитинги, имеющие в конструкции пластиковое стопорное кольцо, при установке требуют особой аккуратности, иначе вы можете деформировать кольцо. Испорченную деталь фитинга следует заменить, так как она не пригодна для дальнейшей эксплуатации. Кроме этого вы должны осуществить контроль за тем, чтобы шланг и втулка были плотно сопряжены между собой, исключая любые движения втулки.

Чтобы облегчить процесс установки фитинга, ниппель (хвостовая часть фитинга) можно обработать мыльным раствором или маслянистым веществом, которое по структуре будет совместимо со свойствами материала внутренней области шланга. Для лучшего крепления фитинга лучше всего использовать минимальное количество смазки, применяемое для установки РВД.
Фитинги типа Interlock требуют основательного контроля над тем, чтобы втулка была правильно установлена, в соответствии с расположением замков фитингов и втулки. В этом случае сборка РВД производится с помощью пневмотолкателя. Если не использовать этот прибор, установка фитинга может быть незаконченной, к тому же сам процесс сборки окажется сложным и физически трудным. Изучите несколько рекомендаций, чтобы избежать такого исхода сборки:
- - поставьте отметку границы установки втулки без крепления фитинга, чтобы РВД был герметичным и высокопроизводительным;
- - после установки фитинга обратите внимание на то, чтобы втулка не изменила своего местоположения, чтобы замки составляющих элементов РВД совпадали друг с другом.
Для сокращения времени на сборку РВД можно воспользоваться пневмотолкателем, который обеспечит быстрое крепление фитинга и повысит степень обжима, что исключает применение ударных физических нагрузок, необходимый для герметичного соединения шланга с РВД.
Контролируйте тот факт, чтобы втулка в комбинировании с фитингом была установлена до конца шланга, дабы исключить прорыва РВД, вследствие возникновения плохого контакта составляющих деталей прибора. Если установка фитинга будет неполной, то при подаче высокого давления ниппель и внутренняя область шланга разомкнуться.
Арматура азиатского производства требует дополнительных действий, во-первых, нужно предварительно проверить, соразмерны ли параметры фитинга и втулки с параметрами шланга. Если диаметр замка на фитинге больше диаметра порта на втулке, вы будете вынуждены извлечь уже установленный фитинг, что замедлит процесс сборки РВД.
Ни в коем случае нельзя применять в эксплуатацию РВД, в котором есть хоть малейшее несоответствие расположения замков фитинга и втулки. При подаче сильного давления шланг просто вырвется из фитинга, что само по себе опасно для окружающих людей. РВД подобного строения причисляется к бракованному изделию и подлежит замене.
 Некоторые модели РВД и РНД оснащены специальной защитой, предотвращающей деформацию изделия от механических и химических воздействий, трения, повышенной температуры и пламени. Такая защита представляет собой чехол, выполненный из пластмассового, силиконового, тканевого или металлического материала изготовления. Если в вашем арсенале силиконовый чехол, то его необходимо устанавливать на собранный РВД. Так как тканевые чехлы прикрепляются к изделию задолго до обжима РВД, с небольшим напуском канта чехла под втулку.
Некоторые модели РВД и РНД оснащены специальной защитой, предотвращающей деформацию изделия от механических и химических воздействий, трения, повышенной температуры и пламени. Такая защита представляет собой чехол, выполненный из пластмассового, силиконового, тканевого или металлического материала изготовления. Если в вашем арсенале силиконовый чехол, то его необходимо устанавливать на собранный РВД. Так как тканевые чехлы прикрепляются к изделию задолго до обжима РВД, с небольшим напуском канта чехла под втулку.
В этом случае необходимо учесть следующий момент, край защиты должен быть наложен под саму втулку до границы первого ободка, иначе РВд прослужит вам достаточно малое количество времени. Чтобы немного облегчить сборку РВД при использовании текстильного чехла, воспользуйтесь обжимными кольцами, выполненными из алюминиевого материала, местоположением которых служит верхняя часть главной пресс-втулки.
Соврменные тенденции в данной области, диктуемые некоторыми производителями, регламентируют эксплуатацию шлангов специального назначения, обладающими уникальными качествами. Среди них можно отметить модели РВД Super Tough и Parker Tough Cover. Они отличаются абразивной стойкостью, которая в несколько сотен раз прочнее стандартного шланга, имеющего идентичный наружный диаметр. Однако стоит заметить, что внешняя защита препятствует замене РВД на стандартные, и осуществить такой маневр довольно-таки сложно.
Определение углов установки фитингов
Если при установке РВД вы обнаружили, что фитинги образуют небольшой угол искривления, нужно обратить внимание на то как они взаимно расположены. Согласно международному стандарту DIN2066.2002-10, угол искривления можно определить и подкорректировать под нормальные условия. Для этого второй фитинг вы медленно поворачивайте в правую сторону, до тех пор, пока углы не будут взаимно расположены в соответствии с параметрами, указанными в технических картах РВД, регламентирующих его изготовление.
Важным фактором сборки РВД, от которого зависит срок эксплуатации, служит правильное расположение угла искривления, если он будет немного отклонен, это может вызвать дополнительные физические воздействия на шланг, включая скручивание, что приводит к нестабильному функционированию шланга навивочного типа. Главным аспектом нормальной работы РВД является соответствие естественного направления и плоскости с данными показателями рабочего изгиба. Выполнение такого пункта способствует увеличению длительности эксплуатационного срока РВД.
Допускается небольшая погрешность в расстоянии между углами искривления фитинга, которая варьируется в показателе ±5, который регламентируется стандартом DIN2066. 2002-10.
Выбор, установка и контроль обжимных кулачков
Выбираем, устанавливаем и самое главное контролируем установку обжимных колпачков.
Обжимные кулачки, предназначенные для установки РВД, крепятся в основание станка, что регламентирует инструкция по оборудованию такого направления. В таблицах обжима указаны параметры процесса, в соответствии с которыми производится выбор и комплектация кулачков. Такие таблицы представлены производителями и компаниями, занимающимися реализацией арматуры. Технические показатели сборки и установки РВД в этих таблицах практически ничем не отличаются друг от друга, однако в некоторых параметрах можно заметить существенное расхождение, поэтому подыскивая оптимальные размеры для сборки, лучше всего обращаться к таблицам тех производителей, которые одновременно являются производителями вашей арматуры.
Параметры кулачков
Обратите внимание на торцевую часть кулачка, на нем указан его размер и номер, соответствующий стандартной номенклатуре. Подбор параметров обжима осуществляется следующим образом, если на кулачке указан номер 23,5 мм, то вы, обращаясь к таблице нормативов, выбираете размер 22, т.е. ближайший по значению в сторону уменьшения. Также учитывайте производителя изделия, которые предлагают свои размеры. Для упрощения выбора укажите следующие параметры и получите оптимальные значения:
-
Yeong Long: 22 (номер кулачка) + 1,7 (значение на дисплее) = 23,7 мм
-
D-Hydro OY: 23 (номер кулачка) + 0,7 (значение на дисплее) = 23,7 мм
Когда процесс сборки комплекта кулачков завершен и настроены абсолютно все параметры обжима, переходим непосредственно к установке конца РВД с комбинированием втулки и фитинга. Заключительным этапом служит обжим всех элементов РВД. Обратите внимание на то, чтобы кулачки полностью закрывали пресс-втулку, а сам втулка была помещена дальше торцевой части кулачка, на несколько миллиметров. Если это требование не будет соблюдено, в процессе обжима втулка увеличится в размере, в результате чего на поверхности возникнет наплыв, препятствующий полноценному закрыванию замка. Производите обжим, постоянно контролируя тот момент, чтобы гайка фитинга не была зажата посередине составляющих элементов.
 При использовании фитинга, относящегося к производителям Manuli и Parker, нужно учесть несколько факторов. Во-первых, это одночастные фитинги, и их конструкция образует монолитное изделие, во-вторых, установка такого фитинга производится в индивидуальном порядке, таким образом, чтобы обеспечивалось стопроцентное совпадение торца обжимного кулачка с линией границы пресс-втулки. Если обжим произведен правильно, в соответствии с параметрами, которые регламентируются в Таблицах, линия границы покрывается наплывом.
При использовании фитинга, относящегося к производителям Manuli и Parker, нужно учесть несколько факторов. Во-первых, это одночастные фитинги, и их конструкция образует монолитное изделие, во-вторых, установка такого фитинга производится в индивидуальном порядке, таким образом, чтобы обеспечивалось стопроцентное совпадение торца обжимного кулачка с линией границы пресс-втулки. Если обжим произведен правильно, в соответствии с параметрами, которые регламентируются в Таблицах, линия границы покрывается наплывом.
Правильный выбор обжимного кулачка очень важен при сборке РВД, если будет хоть одно отклонение от стандартных размеров, устанавливаемая втулка просто расколется. Меньший размер обжимных кулачков грозит образованию наплывов продольного характера, обусловленных концентрацией высокого уровня, что тоже приводит к раскалыванию втулки в процессе эксплуатации РВД. Такой дефект ведет за собой разрыв фитинга и шланга, деформации инструмента, утечке маслянистого вещества, нанесение увечий людям, работающим с данным аппаратом. Если выбирать кулачки строго по нормативным правилам, после обжима будут образовываться ровные продольные наплывы, обладающие небольшой оптимальной высотой.
Если вы ошиблись в подборе параметров обжима, выборе самой арматуры или просто приобрели непрочный шланг, то при эксплуатации, вам будет слышен хруст. Кроме этого вы сможете ощутить его внутри шланга. Это говорит о том, что во время функционирования изделия осуществлялось трение оплеток о втулку, вследствие чего произошло их перерезание. Чтобы такого не случилось, обязательно проводите ревизию составляющих элементов РВД, на уровень качества.
Как правило, операторы станка, изначально признают такое изделие бракованным, ссылаясь на косвенный признак, характеризующийся хрустом внутри деталей РВД.
Контроль правильности обжима измерения
Обжим завершен, и следующим этапом сборки РВД служит измерение параметров втулки, для определения правильности ее установки. Для этого измеряется ее диаметр специальным прибором, микрометров или штангельциркулем, без учета образующихся наплывов. Производится три измерения, начальный диаметр, около фитинговый диаметр и диаметр конечной части втулки. Чтобы определить по таблице правильность установки втулки, в качестве ориентира берется среднее значение диаметров.
Допускается погрешность в соотношении со стандартными показателями диаметра втулки, подвергшейся обжиму, которая колеблется между показателями +0….-0,2 мм. Если ваши параметры не совпадают с табличными диаметрами, обжим втулки нужно произвести повторно, до тех пор, пока не будет достигнуто полное соответствие диаметров со стандартами. После чего приступите к процедуре обжима фитинга, а аналогичным образом выявляйте диаметр, чтобы он так соответствовал табличным показателям. При необходимости проделывайте корректировку обжима, для получения стандартных размеров. Только после того, как вы убедитесь в полной идентичности габаритных параметров РВД, можно производить обжим других изделий, с обязательной ревизией состояния и размеров пресс-втулок. Запрещается осуществлять обжим втулки, в месте наплыва, образованного в результате первого обжима.
Качественное сопряжение шланга с втулкой будет достигнуто только при соблюдении всех требовании и правильном подборе параметров обжима, результатом такого процесса считается максимальное уплотнение между фитинговым ниппелем и внутренней частью шланга. Если внутренний диаметр ниппеля был слегка изменен, это тоже свидетельствует о точности соответствия параметров с показателями Таблицы.
Метод изменения, основанный на ревизии правильности осуществления обжима, регламентирует тот факт, что каждая составляющая деталь РВД имеет допустимые погрешности, которые показаны в таблице, составленной итальянским производителем.
Параметр | Предельные отклонения |
Внутренняя трубка (наруж. диаметр) | ±0,2 мм |
Металлическая оплетка (наруж. диаметр) | ±0,4 мм |
Наружный слой резины (наруж. диаметр) | ±0,5 мм |
Наружный слой резины (наруж. диаметр) | ±0,1 мм |
Втулка (толщина стенки) | ±0,1 мм |
Ниппель фитинга (наруж. диаметр) | ±0,1 мм |
Диаметр обжима | +0,0 -0,2 мм |
Нужно учесть, что табличные показатели существенно разнятся между суммарными размерами всего РВД, поэтому мы рекомендуем отдать предпочтение методу контроля, основными приоритетами которого будет правильность обжима с применением проходных и непроходных калибров.
Контроль правильности обжима калибрами
Изменение внутреннего диаметра ниппеля при производстве обжима – это главный аспект метода контроля, в результате которого достигается герметичное соединение втулки со шлангом, в части ниппеля. В данном случае применяются калибры, которые обладают идентичностью с видом фитинга, включая Interlock и мультиспиральные модели, а также соответствуют типу РВД, будь-то навивочные или оплеточные.
Если вы обратитесь в таблицу от какого-нибудь производителя, вы убедитесь, что все они диктуют свои правила обжима, в том числе и параметры самих калибров. Однако схожесть между калибрами разных производителей видна невооруженным взглядом, по крайней мере конструкция уж точно одинаковая: стандартная рукоятка, и детали определяющие правильность диаметра ниппеля (проходная и непроходная часть). Мы представляем вашему вниманию несколько подобных таблиц производителей, благодаря которым обжим РВД будет максимально правильным и точным.
Контроль отверстий РВД калибрами
Применение определения параметров обжима РВД на соответствие с табличными показателями должно сопровождаться методом контроля калибров. По рисунку вы можете понять, как именно должен быть помещен в ниппеле «Непроходной» калибр. Он устанавливается в средней части ниппеля, хотя это его примерное местоположение. Это делается для того, чтобы было осуществлено стопроцентное сжатие деталей РВД. Диаметр ниппеля должен быть таким, чтобы калибр застревал именно на середине ниппеля, поэтому для корректировки диаметра в интервале от 0,1 мм, обусловленным производят дополнительный обжим.
Возьмите «Проходной» калибр, и поместите его в ниппель, он должен размещаться в ниппеле до упора. При соблюдении такого условия обжим произведен правильно, фитинг не сжат другими составляющими элементами РВД. Убедившись в этом, можно работать над изготовлением РВД различных серий, и лишь в некоторых случаях можно произвести дополнительные замеры.
В случае, когда «Проходной» калибр застревает в ниппеле, нужно изменять размеры диаметра обжима, так как фитинг находится в чересчур сжатом состоянии. Последствием такого дефекта является резкая смена показателей давления в ниппеле, происходит деформация его диаметра, нарушается расход жидкости, и все это грозит РВД выходом из строя без возможности осуществления ремонта. При реконструкции РВД и замене одного из составляющих элементов, на деталь другого производителя, РВД подлежит повторной ревизии размеров обжима с помощью «проходных» и «непроходных» калибров.
Отличительной чертой метода контроля калибрами считается то, что его можно применять только при ревизии деталей РВД, изготовленных европейскими производителями. Фитинги азиатского происхождения не имеют предельных отклонений показателей ниппеля, сами ниппели изначально изготавливают с наличием стенки, обладающей большой толщиной, что препятствует моментальному расположению калибров в ниппеле.
Заказать изготовление шланга РВД
Контроль качества РВД
Испытание РВД
В целях определения уровня качества, некоторые РВД подлежат тестированию и испытанию. Оно производится в соответствии с общепринятыми стандартами, при подаче рабочего давления в два или три раза превышающее показатель рабочего давления, указанный на шланге (помимо рабочего давления на шланге указывается разрывное давление). Для обеспечения безопасности само испытание осуществляется на стендах, оснащенных протекционными экранами, на которых отражается функционирование показателей системы контроля давления.
Очистка внутренней трубки РВД
При осуществлении выше перечисленных процессов по сборке РВД, на внутри изделия может образоваться пыль, грязь и мусор, который необходимо обязательно утилизировать. Для этого применяются пыжи, принцип функционирования который заключается в их перемещении во внутренней трубке посредством подачи сжатого воздуха. Кроме этого используются различные растворители, пены. Чтобы зафиксировать результат очистки, концы шланга заполняются специальными пробками и заглушками.
Объемы выборки для контроля качества партии РВД
РВД изготовленные серийно, тоже рекомендуется предавать ревизии, однако в силу физических возможностей это сложно осуществить. Именно поэтому для выполнения контроля качества РВД была составлена таблица, регламентирующая количество РВД и интервал их проверки.
Объем партии | Выборка для проверки | Дефекты для принятия партии | Дефекты для отказа партии |
5 и менее | Все | 0 | 1 |
От 6 до 8 | 5 | 0 | 1 |
От 9 до 15 | 8 | 0 | 1 |
От 16 до 150 | 13 | 0 | 1 |
От 151 до 280 | 20 | 0 | 1 |

Рукава высокого давления LifeSens
РВД – это рукава высокого давления, то есть гибкие трубопроводы,
...
